chen@boostinsulation.com
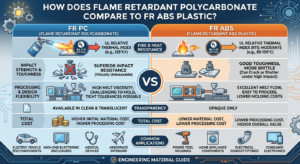
Table of Contents
When designing components that must withstand fire, heat, and mechanical stress, material selection becomes one of the most consequential engineering decisions you will make. Two thermoplastics dominate fire-rated component design: flame retardant polycarbonate (FR PC) and FR ABS plastic. Both achieve UL 94 V-0 certification and comply with global electrical safety standards — yet they perform very differently under real-world conditions.
This comprehensive guide to flame retardant polycarbonate vs FR ABS breaks down every critical performance dimension — from fire rating and impact resistance to processing behavior and total cost — so engineers, procurement specialists, and product designers can make an informed choice for their specific application.
| 📋 What You Will Learn in This Article
• The fundamental chemistry behind FR PC and FR ABS flame retardancy • Side-by-side comparison of 12 key mechanical and thermal properties • UL 94 rating breakdown: V-0, V-1, V-2, 5VA, and 5VB explained • Application-specific selection guidance with real industry examples • Processing and fabrication differences for injection molding • Total cost of ownership analysis — not just material price • Regulatory compliance: REACH, RoHS, halogen-free options • How to choose the right FR plastic for your project |
A plastic is classified as flame retardant when it has been formulated or modified to resist ignition, self-extinguish after a flame source is removed, and limit the spread of fire. Flame retardancy in engineering thermoplastics is achieved through two primary mechanisms:
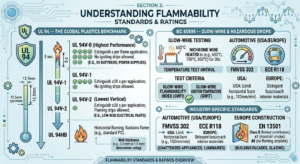
The performance of any flame retardant plastic is evaluated and classified using standardized test methods, with UL 94 (Underwriters Laboratories Standard for Safety of Flammability of Plastic Materials) being the most widely recognized globally.
UL 94 is a critical rating system that directly impacts whether your product can be used in electrical, electronic, and industrial applications. Here is what each rating means in practice:
Both flame retardant polycarbonate and FR ABS are commercially available in V-0 grades, and select formulations of each can achieve 5VA certification — but the wall thickness at which they achieve these ratings differs, a detail that significantly affects part design.

Polycarbonate is an amorphous engineering thermoplastic known for its exceptional impact resistance, optical clarity, and broad service temperature range. In its standard form, PC is inherently moderately fire-resistant due to its bisphenol A (BPA) based chemistry — it forms char when burned and has a limiting oxygen index (LOI) of approximately 25–27%. However, standard PC typically achieves only a V-2 rating without FR additives.
Flame retardant polycarbonate grades incorporate phosphorus-based FR systems (such as organophosphates or phosphazenes) or specialized halogen-free additives that elevate fire performance to V-0 at 1.5mm or even 0.8mm wall thickness — a significant advantage for thin-wall molding. Key commercial FR PC grades include products from Covestro (Makrolon), SABIC (Lexan), and Trinseo (Calibre).
Acrylonitrile Butadiene Styrene (ABS) is one of the most widely used engineering plastics in the world, valued for its excellent processability, good surface finish, dimensional stability, and cost-effectiveness. Standard ABS is inherently flammable (UL 94 HB rating) with a low LOI of approximately 18–20%.
FR ABS grades achieve V-0 or higher performance through the addition of brominated flame retardants (typically tetrabromobisphenol A or decabromodiphenyl ethane), phosphorus-based systems, or intumescent additives. FR ABS is commercially available from LG Chem, BASF, Ineos Styrolution, and Toray. It achieves V-0 at 1.5mm in most commercial grades, with select formulations achieving 5VA certification.
The following table provides a comprehensive side-by-side comparison across 12 key engineering properties. This is the core data you need for material selection decisions:
| Property | Flame Retardant Polycarbonate | FR ABS Plastic |
| UL 94 Rating | V-0 (standard), 5VA achievable | V-0 (standard), 5VA achievable |
| Impact Resistance | Excellent (15–20 ft-lb/in notched Izod) | Good (5–10 ft-lb/in notched Izod) |
| Heat Deflection Temp | 130–140°C (HDT @ 0.45 MPa) | 85–100°C (HDT @ 0.45 MPa) |
| Tensile Strength | 55–65 MPa | 40–50 MPa |
| Optical Clarity | Transparent grades available | Opaque only |
| Processing Temp | 280–320°C | 220–260°C |
| Density | 1.20–1.22 g/cm³ | 1.05–1.10 g/cm³ |
| Chemical Resistance | Moderate (attacked by solvents) | Good (broader chemical resistance) |
| Cost (relative) | Higher (~20–40% premium) | Lower (cost-effective) |
| Dimensional Stability | Good (low shrinkage) | Very Good (excellent stability) |
| UV Resistance | Good (stabilized grades) | Moderate (yellowing risk) |
| Regulatory Compliance | REACH, RoHS, halogen-free options | REACH, RoHS, halogen-free options |
Impact resistance is arguably the most important differentiator between flame retardant polycarbonate and FR ABS. FR PC delivers notched Izod impact values of 15–20 ft-lb/in (approximately 800–1000 J/m), making it among the toughest engineering thermoplastics available. This performance is maintained across a wide temperature range, including sub-zero conditions down to -40°C.
FR ABS, while delivering acceptable impact resistance of 5–10 ft-lb/in (approximately 265–530 J/m), is significantly less tough. It also shows greater performance degradation at low temperatures, as the butadiene rubber phase, which provides toughness, becomes brittle below approximately -20°C.
Verdict: For applications requiring high-impact loading, drop resistance, or operation in cold environments, flame retardant polycarbonate is the superior choice.
Heat deflection temperature (HDT) is a critical parameter for electrical enclosures and components that must operate near heat-generating electronics. Flame retardant polycarbonate delivers HDT values of 130–140°C at 0.45 MPa — comfortably above most electronic operating environments.
FR ABS typically delivers HDT values of 85–100°C at 0.45 MPa. While adequate for many applications, this lower thermal ceiling can be problematic in enclosed electronics where internal temperatures may exceed 80°C during peak operation. FR ABS also shows greater heat aging effects over time at elevated temperatures.
Verdict: For high-temperature electrical environments, server rooms, automotive underhood-adjacent applications, or lighting fixtures with significant heat generation, FR PC is strongly preferred.
One of the most significant and often decisive advantages of flame retardant polycarbonate over FR ABS is optical transparency. FR PC is available in transparent grades with light transmission values of 85–89%, making it the only fire-rated engineering plastic suitable for applications requiring visibility through the material.
FR ABS is inherently opaque due to the two-phase polymer morphology created by the dispersed butadiene rubber particles. No transparent grades of FR ABS are commercially available. This is a fundamental limitation that eliminates FR ABS from consideration for transparent covers, inspection windows, light diffusers, or any application where visual access through the material is required.
Verdict: Any application requiring optical transparency must use flame retardant polycarbonate. FR ABS has no viable alternative for this requirement.
Chemical resistance represents one area where FR ABS outperforms flame retardant polycarbonate. ABS demonstrates good resistance to dilute acids, alkalis, alcohols, and many aqueous solutions. It is also compatible with most lubricants and cutting fluids commonly encountered in industrial environments.
Polycarbonate, despite its other outstanding properties, has notable chemical weaknesses. It is attacked by many organic solvents — including acetone, dichloromethane, toluene, and strong alkaline cleaners. PC also undergoes stress cracking in the presence of certain chemicals, particularly when combined with residual molding stress. This can be a significant concern in applications where chemical exposure is likely.
Verdict: For applications in chemical processing environments, industrial machinery with lubricant exposure, or where regular solvent-based cleaning is required, FR ABS offers better chemical compatibility.
From a pure material cost perspective, FR ABS is typically 20–40% less expensive than comparable flame retardant polycarbonate grades. This cost difference compounds significantly at high production volumes — for consumer products manufactured in the millions of units, material cost differences of even a few cents per kilogram translate into substantial budget impacts.
However, total cost of ownership (TCO) analysis should consider more than raw material price. FR PC’s superior impact resistance may eliminate the need for additional structural reinforcement or protective features. Its higher processing temperature means higher energy consumption during molding. FR ABS’s better dimensional stability and shorter cycle times (due to lower processing temperatures) can reduce per-part manufacturing costs.
Verdict: FR ABS delivers better cost economics for high-volume, cost-sensitive applications. FR PC justifies its premium when performance requirements — particularly impact resistance and heat deflection — cannot be met by FR ABS.
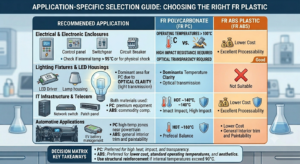
The best flame retardant plastic is always the one that meets your specific application requirements at the lowest total cost. Use the following table as a starting framework:
| Application | FR Polycarbonate | FR ABS |
| Electrical/Electronic Enclosures | ✅ Preferred (impact + heat) | ✅ Good (cost-effective) |
| Lighting Fixtures | ✅ Preferred (optical clarity) | ⚠️ Limited (opaque only) |
| Automotive Interior | ✅ Excellent (high temp) | ✅ Good (lower temp zones) |
| IT & Telecom Hardware | ✅ Preferred (thin walls) | ✅ Common (standard parts) |
| Medical Devices | ✅ Preferred (sterilizable) | ⚠️ Limited (lower temp) |
| Consumer Electronics | ✅ High-end devices | ✅ Budget devices |
| Industrial Safety Guards | ✅ Preferred (transparency) | ✅ Good (cost-driven) |
This is the largest application category for both FR PC and FR ABS. For control panels, switchgear, circuit breaker housings, and industrial equipment enclosures, the choice depends primarily on operating temperature and impact requirements. If internal temperatures can exceed 95°C or if enclosures are subject to physical shock, FR PC is the preferred choice. For standard office or light industrial environments with moderate temperatures and budgets, FR ABS provides excellent value.
LED drivers and lamp housings represent one of FR PC’s dominant application areas. The ability to mold transparent FR PC allows designers to combine light transmission with fire safety compliance in a single material — eliminating the need for separate clear glazing elements. The high HDT of FR PC also manages the thermal loads inherent in enclosed LED systems. FR ABS is simply not suitable for applications requiring optical performance in lighting.
Server racks, network switches, patch panels, and data center equipment demand consistent fire protection combined with good dimensional accuracy for cable management and component integration. Both materials are used widely in this sector. FR ABS is particularly common for commodity server components, while FR PC dominates in premium equipment, where its superior impact resistance protects expensive electronics during handling and installation.
Automotive interior applications — instrument panels, center consoles, interior trim, and EV battery management components — use both materials extensively. FR PC handles higher-temperature zones closer to powertrain heat, while FR ABS is preferred for broader interior trim applications where its excellent surface finish and paintability deliver superior aesthetics at lower cost.
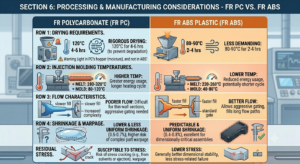
Both FR PC and FR ABS are processed primarily by injection molding, but their processing windows differ significantly in ways that affect tooling, cycle time, and production economics.
FR ABS’s excellent machinability, paintability, and electroplatability (using conventional etching-based adhesion promotion processes) give it a practical advantage in applications requiring extensive secondary processing. PC can be painted and printed but requires careful primer selection to avoid solvent attack. Both materials can be ultrasonically welded, though PC requires higher energy settings due to its higher processing temperature.
| ⚙️ Processing Quick Reference
FR PC: Dry at 120°C for 4–6 hrs | Melt: 280–320°C | Mold: 80–120°C | Careful solvent cleaning only FR ABS: Dry at 80–90°C for 2–4 hrs | Melt: 220–260°C | Mold: 40–80°C | Broad secondary processing compatibility |
Growing regulatory pressure, particularly in the European Union, has driven significant demand for halogen-free flame retardant plastics. Both FR PC and FR ABS are now widely available in halogen-free formulations that comply with the EU RoHS Directive (2011/65/EU) and REACH Regulation (EC No 1907/2006).
Halogen-free FR PC grades typically use phosphorus-based systems (organophosphates, phosphazenes) or sulfonate-based FR additives. Halogen-free FR ABS grades most commonly use phosphorus-based systems (e.g., red phosphorus, metal hydroxides, or melamine-based compounds). These formulations generally maintain V-0 performance while meeting the substance restrictions of major global environmental regulations.
Use this structured decision process to select the right flame retardant plastic for your application:
| ✅ Choose Flame Retardant Polycarbonate (FR PC) When:
• Operating temperatures exceed 100°C or approach 130°C • High impact loading, drop resistance, or physical shock is expected • Optical transparency or light transmission is required • Thin-wall sections (< 1.5mm) must achieve V-0 rating • Long-term UV stability without yellowing is important • The application involves electrical arcing or sparking risks • Part cost is secondary to performance reliability |
| ✅ Choose FR ABS Plastic When:
• Operating temperatures stay below 90°C • Cost optimization is a primary design driver • Chemical resistance to solvents, lubricants, or cleaners is needed • Excellent dimensional stability and tight tolerances are required • Extensive painting, plating, or surface decoration is planned • High production volumes make material cost differences significant • Processing simplicity and lower energy consumption are priorities |
| 🔄 Consider FR PC/ABS Alloy When:
• You need better impact than FR ABS but cannot justify full FR PC cost • Both thermal performance (HDT ~115°C) and processability matter • Broad chemical resistance combined with toughness is required • A middle-ground solution balances your competing requirements Note: FR PC/ABS alloys achieve V-0 and offer a compelling performance-cost compromise |
Yes, in terms of impact resistance and tensile strength, flame retardant polycarbonate is significantly stronger than FR ABS. FR PC delivers notched Izod impact values 2–3 times higher than FR ABS. However, FR ABS has superior dimensional stability and can outperform FR PC in applications where consistent dimensional accuracy under load is more important than peak impact resistance.
In many applications, yes — but not all. FR ABS can replace FR PC in applications with operating temperatures below 90°C, moderate impact requirements, good chemical compatibility needs, and cost sensitivity. FR ABS cannot replace FR PC where optical transparency is required, where operating temperatures exceed 100°C, or where very high impact resistance is essential.
Both are widely used for electrical enclosures and both can achieve the required UL 94 V-0 or 5VA ratings. The choice depends on the specific enclosure requirements. For industrial control panels with significant heat generation or physical abuse risk, FR PC is preferred. For lighter-duty commercial electronic enclosures in temperature-controlled environments, FR ABS provides excellent performance at lower cost.
Yes. Both flame retardant polycarbonate and FR ABS are commercially available in halogen-free formulations that comply with RoHS and REACH regulations. Halogen-free grades are increasingly specified in European markets and are becoming standard in consumer electronics globally. Performance properties are largely equivalent to halogenated grades, though some halogen-free FR systems require slightly thicker wall sections to achieve the same V-0 rating.
FR ABS is typically 20–40% less expensive than comparable FR PC grades on a per-kilogram basis. The exact difference varies by formulation, FR system, grade specification, and supplier. At current market pricing, FR PC typically ranges from $3.50–$6.00/kg while FR ABS ranges from $2.50–$4.00/kg, though prices fluctuate with petrochemical markets. The density difference (PC is ~10% denser than ABS) slightly reduces the per-part cost advantage of FR ABS.
The flame retardant polycarbonate vs FR ABS decision ultimately comes down to your specific application’s performance envelope and economic constraints. Neither material is universally superior — each excels in different use cases defined by temperature, mechanical loading, optical requirements, chemical environment, and production economics.
Flame retardant polycarbonate is the right choice when you need maximum impact resistance, high thermal performance, optical transparency, or reliable performance in demanding environments. Its premium price is well justified in high-stakes applications where material failure carries significant safety or financial consequences.
FR ABS plastic is the right choice for cost-sensitive applications with moderate performance requirements — particularly where excellent dimensional stability, processability, surface finish quality, and chemical
Table of Contents
Polycarbonate is one of the most versatile engineering thermoplastics ever developed. It is impact-resistant, optically clear, dimensionally stable across a broad temperature range, and easily processed by injection molding or extrusion. However, in its standard form it has one critical limitation: it burns.
For the rapidly growing number of applications governed by fire safety regulations — consumer electronics, electric vehicle battery systems, commercial construction, medical devices, and transportation interiors — burning is not an option. That is where flame retardant polycarbonate comes in.
This guide provides a comprehensive, technical overview of flame retardant polycarbonate: what it is, how it works, which standards it must meet, where it is used, how to select the right grade, and why specifying it correctly is increasingly non-negotiable for engineers and product designers worldwide.
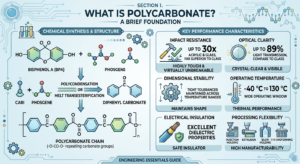
Polycarbonate (PC) is a high-performance thermoplastic polymer produced by polycondensation of bisphenol A (BPA) and phosgene, or via melt transesterification of BPA and diphenyl carbonate. The resulting polymer chain contains repeating carbonate groups (-O-CO-O-), which give the material its name and contribute to its outstanding properties.
Key characteristics of standard polycarbonate include:
These properties have made polycarbonate the material of choice for eyeglass lenses, automotive headlamp housings, riot shields, aircraft cabin windows, CDs and DVDs, and thousands of electronic enclosures. However, standard polycarbonate is classified as HB (horizontal burning) under the UL 94 flammability standard — meaning it will sustain a flame. For regulated applications, this is insufficient.
Flame retardant polycarbonate (FR PC) is a polycarbonate compound specifically engineered to resist ignition, inhibit flame spread, and self-extinguish when the ignition source is removed. It achieves these properties through one of two fundamental approaches: additive-based flame retardancy or intrinsic (reactive) flame retardancy.
In additive-based systems, flame retardant chemicals are compounded into the polycarbonate matrix during processing. These additives interrupt the combustion cycle at one or more points — the gas phase, the condensed phase (the polymer surface), or both. The main additive families are:
In reactive systems, flame-retardant functionality is chemically incorporated into the polymer backbone itself through copolymerization. This eliminates concerns about additive migration, blooming, or volatilization over the product lifetime. It is particularly valuable in optical applications — lighting diffusers, glazing, and display covers — where additive-induced haze or discoloration is unacceptable.
Reactive FR polycarbonates tend to have higher price points but deliver superior long-term performance and consistency, making them the preferred specification in demanding electronics and medical device applications.
Before specifying any flame retardant polycarbonate grade, engineers must understand the applicable flammability test standards. Different industries, geographies, and applications refer to different standards, and a material certified for one test may not satisfy another.
Underwriters Laboratories Standard UL 94 is the most widely referenced flammability standard for plastic materials used in electronic equipment and appliances. It evaluates how plastics respond to a small open flame. The five vertical burn classifications in ascending order of fire performance are:
| Standard | Rating | Burn Time Criteria | Drip Criteria | Common Use |
| UL 94 | V-0 | Extinguish ≤10 s per flame application | No igniting drips allowed | EV batteries, PCBs, power supplies |
| UL 94 | V-1 | Extinguish ≤30 s per application | No igniting drips allowed | Enclosures, junction boxes |
| UL 94 | V-2 | Extinguish ≤30 s per application | Flaming drips allowed | Low-risk electrical parts |
| UL 94 | 5VA/5VB | No burn-through on 125 mm plaque | N/A (plaque test) | Computer housings, automotive |
| IEC 60695-2 | GWIT 850 °C | No ignition; or extinguish ≤30 s | N/A | Household appliances, meters |
| EN 13501 | B-s1, d0 | Very limited contribution to fire | No flaming droplets | Building glazing, facades |
| Critical Specification Note
UL 94 ratings are always tied to a specific wall thickness. A material certified V-0 at 3.0 mm may only achieve V-1 at 1.5 mm. Always verify the certification at the actual wall thickness of your component — thinner walls are inherently harder to certify. |
IEC 60695-2 defines the Glow-Wire Ignition Temperature (GWIT) and Glow-Wire Flammability Index (GWFI) tests. A nichrome wire heated to a specified temperature (typically 650 °C, 750 °C, or 850 °C) is applied to the plastic for 30 seconds. The material passes if it does not ignite or extinguishes within 30 seconds with no igniting drip.
The 850 °C glow-wire test is the standard requirement for unattended electrical appliances (IEC 60335) and luminaires (IEC 60598). Many flame retardant polycarbonate grades are certified to both UL 94 V-0 and GWIT 850 °C simultaneously.
For building applications — skylights, facades, noise barriers, glazing — the European classification EN 13501-1 applies. Class B (limited contribution to fire), smoke class s1 (minimal smoke), and droplet class d0 (no flaming droplets) are typically required for polycarbonate in occupied buildings. FR PC sheet products meeting B-s1, d0 are commercially available from major sheet producers.
Federal Motor Vehicle Safety Standard 302 (USA) limits horizontal burning rate of interior materials to 102 mm per minute. ECE R118 (Europe) sets more stringent requirements for bus and coach interiors. FR PC grades formulated for automotive applications are verified against these standards as part of the OEM approval process.

Understanding the trade-offs between FR PC and standard PC is essential for making the right material selection decision.
| Property | Standard PC | FR PC (V-0 Grade) |
| Flammability | HB — slow burning | UL 94 V-0 — self-extinguishing |
| Impact Strength | Very high | High (minor reduction ~10%) |
| Optical Clarity | Excellent | Good (slight haze in some grades) |
| Halogen-Free Option | N/A | Available (phosphorus-based) |
| Heat Deflection Temp | ~130 °C | ~120–128 °C |
| Processing Temp | 260–310 °C | Similar, moisture-sensitive |
| RoHS / REACH Compliance | Standard compliant | HF grades fully compliant |
| Cost vs. Standard PC | Baseline | 15–40% premium |
The key insight from this comparison is that the penalty for adding flame retardancy is modest. Impact strength reduction is typically less than 10–15%. Optical clarity is maintained in specially formulated transparent FR grades. The 15–40% cost premium is readily justified in any regulated application where non-compliance would require redesign, re-testing, or product recall.
The global importance of flame retardant polycarbonate has accelerated alongside four converging trends: tightening international fire codes, the electrification of transportation, the densification of data centers and computing infrastructure, and increasingly stringent environmental regulations governing both fire safety and chemical content.
Laptop housings, smartphone chassis components, PCB substrates, power supply enclosures, USB hubs, and data center server racks all use flame retardant polycarbonate. The governing standards are UL 94 V-0 (at 1.5 mm or thinner), IEC 62368-1 (the unified audio/video and IT equipment standard), and OEM-specific internal fire safety requirements from manufacturers including Apple, Dell, HP, and Lenovo.
The trend toward thinner-wall electronics has made achieving V-0 at sub-1.5 mm thicknesses one of the primary material development challenges in this sector, driving significant innovation in halogen-free FR PC formulations.
The EV revolution has created enormous demand for flame retardant polycarbonate. Battery module housings, cell separators, bus bar insulators, battery management system (BMS) enclosures, and charging infrastructure components all require high-performance FR PC. Thermal runaway events in lithium-ion batteries release enormous heat, and materials within and surrounding battery packs must be certified to the most demanding fire resistance standards.
Automotive OEMs and Tier 1 suppliers now regularly specify FR PC grades that simultaneously achieve UL 94 V-0 (at 0.8–1.5 mm), UL 94 5VA, GWIT 960 °C, and long-term thermal stability at elevated operating temperatures. This is one of the most demanding application environments for any thermoplastic.
Multiwall and solid polycarbonate sheets are used in skylights, atria, sports hall roofing, highway noise barriers, and facade cladding. In all of these applications, national building codes and fire regulations require certified reaction-to-fire performance.
In Europe, EN 13501-1 class B or better is required for most occupied-building polycarbonate glazing applications. FR PC sheets with coextruded UV-stabilized surfaces and certified B-s1, d0 fire performance are the standard product for architectural specification. In North America, NFPA 286 room corner fire tests and IBC flame spread requirements govern polycarbonate sheet use in buildings.
IEC 60601-1, the principal international standard for medical electrical equipment, mandates UL 94 V-0 or better for enclosures and structural components within 50 mm of patient-contact zones. For most diagnostic equipment, imaging systems, infusion pumps, and surgical tool housings, flame retardant polycarbonate is therefore the specified baseline material.
Additional requirements in medical applications include biocompatibility (ISO 10993), resistance to sterilization processes (autoclaving, gamma irradiation, EtO), and chemical resistance to hospital disinfectants — all of which must be verified alongside FR performance.
LED drivers operate continuously at elevated temperatures in close proximity to power electronics. Luminaire enclosures and diffusers require GWIT 850 °C certification under IEC 60598. Flame retardant polycarbonate is the dominant diffuser material for industrial and commercial LED lighting, combining light transmission of 85–89% with certified fire resistance. The material’s UV stability (when properly stabilized) also makes it suitable for outdoor luminaires.
Outdoor 5G radio units, indoor distributed antenna system (DAS) enclosures, fiber distribution hubs, and network switches all rely on FR PC for housings that must survive both electrical fault conditions and environmental extremes. UL 94 V-0 and glow-wire ratings are standard requirements in telecom industry specifications, and halogen-free grades are increasingly mandated by major network operators.
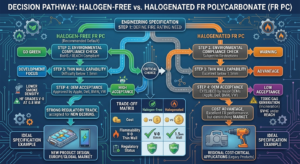
One of the most consequential decisions in flame retardant polycarbonate specification is whether to use halogenated or halogen-free chemistry. This decision has regulatory, environmental, performance, and commercial dimensions.
| Halogenated FR PC
Brominated or chlorinated flame retardants deliver excellent V-0 performance, including at very thin walls below 1.5 mm, and typically cost less than halogen-free alternatives. They remain widely used in regions without RoHS restrictions. However, they are subject to EU RoHS Directive restrictions in many device categories, may be classified as SVHC substances under REACH, are excluded from major OEM green procurement programs (Apple, Dell, BMW, Volkswagen Group), and generate toxic hydrogen halide gases if incinerated at end of life. |
| Halogen-Free FR PC
Phosphorus-based, nitrogen-based, or mineral-filled halogen-free grades are RoHS-compliant, REACH-compatible, and accepted under all major OEM sustainability programs. They typically produce lower smoke density when burned, simplifying evacuation safety calculations in building applications. Trade-offs include greater difficulty achieving V-0 at wall thicknesses below 1.5 mm, and some grades exhibit slightly reduced impact strength or flow. Development of next-generation halogen-free FR PC grades achieving V-0 at 0.8 mm has been a major industry focus since 2018. |
For new product design and development, halogen-free flame retardant polycarbonate is the strongly recommended default. The regulatory trajectory in major markets — EU, UK, South Korea, Japan, and China — is clearly toward expanded halogen restrictions. Designing with halogen-free materials from the outset avoids costly material substitution later in the product lifecycle.
Flame retardant polycarbonate requires more careful processing attention than standard PC grades. The following guidelines represent industry best practice:
Flame retardant additives — particularly phosphate esters — can accelerate hydrolytic degradation of the PC backbone in the presence of moisture. Pre-drying is therefore more critical for FR PC than for standard PC. Industry best practice is to dry FR PC pellets at 110–120 °C for 4 to 6 hours in a dehumidifying hopper dryer, targeting a moisture content below 0.02% (200 ppm). Inadequate drying produces molecular weight reduction, surface defects (silver streaks, splay), and potential loss of mechanical and fire performance.
FR PC should be processed at the lower end of the recommended melt temperature window — typically 270–290 °C for most halogen-free V-0 grades. Higher temperatures increase additive decomposition risk and may cause discoloration or gas generation within the tool. Residence time in the barrel must be minimized. During production pauses or tool changes, purge the barrel promptly. Extended residence at temperature is the most common cause of FR PC processing problems in production environments.
Regrind from FR PC processing can be reused, but within strict limits. Maximum regrind content is typically 20–25% by weight, blended homogeneously with virgin material. Regrind must be kept dry, clean, and free from contamination. Accumulation of reground material should be audited regularly — multiple reprocessing cycles degrade both molecular weight and additive effectiveness. For components requiring UL 94 certification, confirm with your material supplier whether regrind content affects the scope of the certification.
Certain FR additives — particularly phosphate esters — can be mildly corrosive to tool steel under prolonged production. For high-volume FR PC production, tools should be fabricated from corrosion-resistant tool steels (e.g., H13, 420 SS) or have chrome or nickel-plated cavities. Gate design also matters: restricted gates can cause localized thermal degradation of the FR additive at high shear rates, producing streaks or discoloration in the part.
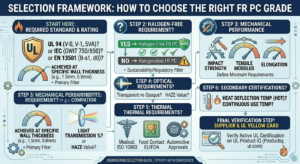
With dozens of commercial FR PC grades available across multiple suppliers, a structured selection framework is essential. Use the following decision criteria:
The following are established product families from major resin producers. This is not an exhaustive list, and specifications should always be verified against current technical datasheets and UL certification listings:
For sheet and film applications, major producers including SABIC, Covestro, and Palram offer co-extruded FR PC sheets with UV-stabilized cap layers certified to EN 13501 and UL 94.
Yes. Modern halogen-free FR PC grades are RoHS-compliant, have been validated for use in consumer electronics, office equipment, and buildings, and do not release flame retardant chemicals during normal service. During thermal processing, standard industrial ventilation practices for thermoplastics apply.
Halogen-free FR PC can generally be recycled through standard polycarbonate streams with appropriate disclosure. Some resin producers now offer FR PC grades based on post-consumer recycled (PCR) content — Covestro Makrolon® RE is one example. Halogenated grades are more complex to recycle and may require dedicated recovery streams.
Typically 15–40% more per kilogram at commercial volumes, depending on grade, additive system, and order volume. This premium is consistently justified in regulated applications by avoiding the far greater costs of redesign, re-certification, or product recall associated with using a non-compliant material.
Self-extinguishing describes the observable behavior: the material stops burning when the ignition source is removed. Flame retardant describes the mechanism and chemistry that produces this behavior. In regulatory and commercial usage, a material certified to UL 94 V-0 is both flame retardant and self-extinguishing by definition.
Intumescent surface coatings can improve the fire performance of standard PC in specific test scenarios, but they cannot achieve a certified UL 94 V-0 rating for the base material — the rating applies to the compound, not the surface treatment. For any application governed by a flammability standard, use a pre-certified FR PC compound rather than relying on surface coatings.
Search the UL Product iQ database (productiq.ul.com) using the manufacturer’s name and material designation. Active certifications will show the current scope including the certified wall thicknesses. A historical datasheet or catalog citation is not sufficient — always confirm the active certification directly.
Flame retardant polycarbonate is not standard polycarbonate with a safety label attached. It is a precisely engineered, certified material system that combines polycarbonate’s outstanding mechanical, optical, and processing characteristics with rigorously tested fire resistance.
In an era defined by electrified transportation, densifying electronics, tightening global fire codes, and expanding environmental regulations, specifying the right grade of flame retardant polycarbonate from the outset of a design program is not optional — it is fundamental engineering practice.
The engineer or product designer who understands the differences between V-0, V-1, and 5VA; between halogenated and halogen-free chemistries; between additive and reactive FR systems; and between a valid UL Yellow Card and a supplier’s marketing claim will make better decisions, reach market faster, and avoid the significant costs of non-compliance.
Table of Contents
The electric vehicle revolution is reshaping the automotive industry, but with innovation comes new challenges—especially regarding battery safety. As EV adoption accelerates globally, manufacturers face increasing pressure to protect lithium-ion batteries from thermal runaway, fire hazards, and structural failure. Enter flame retardant polycarbonate: a material that’s becoming indispensable in modern EV battery design.
This advanced polymer offers a unique combination of fire resistance, mechanical strength, and thermal stability that addresses the most critical safety concerns in electric vehicle battery systems. But what exactly makes flame retardant polycarbonate the material of choice for leading EV manufacturers? Let’s explore the science, benefits, and real-world applications that are making this material essential for the future of electric mobility.
Electric vehicle batteries operate under demanding conditions that require exceptional material performance. Lithium-ion battery packs generate significant heat during charging and discharging cycles, and any malfunction can trigger catastrophic thermal events. The National Highway Traffic Safety Administration reports that while EV fires are statistically rare, when they occur, they can burn longer and hotter than conventional vehicle fires, reaching temperatures exceeding 1,000°C.
This reality has pushed automotive engineers to seek materials that don’t just meet minimum safety standards but exceed them significantly. Traditional plastics and standard polycarbonates, while useful in many applications, simply cannot provide the multi-layered protection required for modern EV battery enclosures, module separators, and thermal barriers.
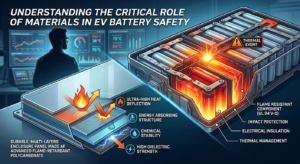
The ideal battery safety material must simultaneously offer flame resistance, impact protection, electrical insulation, chemical stability, and thermal management—a combination that few materials can deliver effectively.
Flame retardant polycarbonate represents a significant evolution from standard polycarbonate resins. While regular polycarbonate already offers excellent impact resistance and transparency, the addition of flame retardant compounds transforms it into a safety-critical material suitable for high-risk applications.
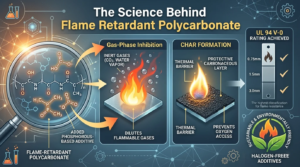
The flame retardant properties are achieved through several mechanisms. Most formulations incorporate halogen-free additives that work through char formation and gas-phase inhibition. When exposed to flame or extreme heat, these additives create a protective carbonaceous layer on the material surface, which acts as a thermal barrier and prevents oxygen from reaching the underlying polymer.
Additionally, the flame retardant compounds release inert gases during decomposition, diluting flammable gases and starving the combustion process of oxygen. This dual-action approach provides superior fire protection compared to single-mechanism flame retardants.
Modern formulations achieve UL 94 V-0 ratings—the highest classification for flame resistance—at wall thicknesses as low as 0.75mm, making them ideal for lightweight automotive applications where every gram matters for overall vehicle efficiency.
Advanced flame retardant polycarbonates typically use phosphorus-based additives rather than halogenated compounds, addressing environmental and health concerns while maintaining excellent performance. These formulations offer improved sustainability profiles without compromising safety characteristics.
The molecular structure of polycarbonate itself contributes to flame resistance. The carbonate groups in the polymer chain decompose at high temperatures to release carbon dioxide, a non-flammable gas that helps suppress combustion. When combined with specialized flame retardant additives, this creates a synergistic effect that dramatically enhances fire safety.
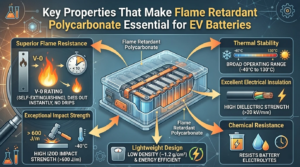
The primary advantage is obvious but worth emphasizing: flame retardant polycarbonate is designed to resist ignition and self-extinguish when the flame source is removed. This critical property can prevent a minor incident from escalating into a full battery pack fire.
In standardized testing, high-quality flame retardant polycarbonates achieve V-0 ratings, meaning they extinguish within 10 seconds after flame exposure with no flaming drips. For EV battery applications, this can provide crucial time for automatic fire suppression systems to activate or for occupants to evacuate safely.
Electric vehicles encounter numerous mechanical stresses—from road vibrations and impacts to crash scenarios. Flame retardant polycarbonate maintains the outstanding impact resistance that standard polycarbonate is known for, with Izod impact strengths often exceeding 600 J/m even at low temperatures.
This toughness is essential for battery enclosures that must protect cells from external impacts while maintaining structural integrity during thermal events. Unlike brittle materials that may crack or shatter under stress, flame retardant polycarbonate can absorb significant energy without failure.
EV batteries operate across a broad temperature spectrum, from sub-zero conditions in winter climates to elevated temperatures during fast charging or high-performance driving. Flame retardant polycarbonate maintains dimensional stability and mechanical properties across a temperature range typically from -40°C to 130°C, with some specialized grades performing even beyond these extremes.
This thermal stability ensures that battery components maintain their protective functions regardless of operating conditions or geographic location. The material won’t become brittle in cold weather or soften excessively in heat, providing consistent performance throughout the vehicle’s lifetime.
Battery safety requires reliable electrical insulation to prevent short circuits and electrical failures. Flame retardant polycarbonate offers excellent dielectric strength, typically exceeding 20 kV/mm, and high volume resistivity that effectively isolates electrical components.
This electrical performance is maintained even in humid conditions or after extended exposure to battery electrolytes, providing long-term reliability that’s essential for vehicles designed to last 10-15 years or longer.
Lithium-ion batteries contain aggressive chemicals including electrolytes, solvents, and various ionic compounds. Flame retardant polycarbonate demonstrates good resistance to these substances, maintaining structural integrity even after prolonged exposure.
This chemical compatibility prevents degradation that could compromise safety over time, ensuring that protective barriers and enclosures remain effective throughout the battery’s service life. Material testing shows minimal dimensional changes or property loss after immersion in common battery electrolytes for extended periods.
Every kilogram added to an electric vehicle directly impacts its range and efficiency. Flame retardant polycarbonate offers an exceptional strength-to-weight ratio, with densities around 1.2 g/cm³—significantly lighter than metals while providing comparable or superior protective performance in many applications.
This weight advantage translates directly to extended driving range, improved acceleration, and better overall vehicle dynamics. For manufacturers striving to maximize EV performance and consumer appeal, the material’s lightweight nature is a significant competitive advantage.
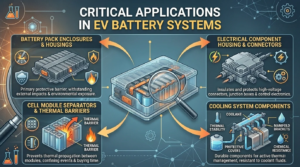
The battery pack enclosure represents the primary protective barrier between high-voltage cells and the external environment. Flame retardant polycarbonate is increasingly used for these critical components, either as complete housings or as integrated panels within metal frameworks.
These enclosures must withstand road debris impacts, corrosion from environmental exposure, and potential thermal events from within the battery pack. The material’s combination of flame resistance, impact strength, and weather resistance makes it ideal for this demanding application.
Within battery packs, individual cell modules require separation to prevent thermal propagation—where a thermal runaway event in one cell cascades to neighboring cells. Flame retardant polycarbonate sheets and molded components create effective thermal and electrical barriers between modules.
These separators can withstand direct flame exposure from a failing cell while maintaining structural integrity, providing precious time for cooling systems to activate and preventing catastrophic pack-wide failures. Real-world testing has demonstrated that properly designed barriers can limit thermal events to single modules rather than entire packs.
High-voltage electrical systems within EVs require robust protection for connectors, junction boxes, and control electronics. Flame retardant polycarbonate provides the necessary electrical insulation, flame resistance, and mechanical protection for these critical components.
The material’s moldability allows for complex geometries that integrate multiple functions—strain relief, sealing features, and mounting points—into single components, reducing assembly complexity and potential failure points.
Active thermal management systems in modern EV batteries often incorporate plastic components for coolant distribution, mounting brackets, and protective covers. Flame retardant polycarbonate’s thermal stability and chemical resistance to coolants make it suitable for these applications where materials must perform reliably in direct contact with thermal management fluids.
The automotive industry operates under stringent safety regulations that directly influence material selection. Flame retardant polycarbonate helps manufacturers meet or exceed requirements from organizations including:
UL (Underwriters Laboratories): UL 94 flame class ratings, with V-0 being the most stringent classification that many EV battery applications require.
FMVSS (Federal Motor Vehicle Safety Standards): Particularly FMVSS 302, which specifies burn resistance requirements for automotive interior materials.
ECE Regulations: European standards for vehicle safety that include specific requirements for high-voltage battery protection.
ISO Standards: International standards for road vehicles, particularly ISO 6469 series focusing on electric vehicle safety specifications.
Leading material suppliers provide comprehensive documentation demonstrating compliance with these standards, streamlining the qualification process for automotive manufacturers and reducing time-to-market for new vehicle platforms.
As the automotive industry pursues sustainability goals, material environmental profiles have become increasingly important. Modern flame retardant polycarbonates offer several sustainability advantages:
Halogen-Free Formulations: Avoiding brominated and chlorinated flame retardants addresses concerns about toxic combustion byproducts and environmental persistence.
Recyclability: Polycarbonate can be mechanically recycled or chemically depolymerized back to raw materials, supporting circular economy initiatives.
Reduced Lifecycle Emissions: The lightweight nature of polycarbonate components contributes to improved vehicle energy efficiency, reducing emissions over the vehicle’s lifetime—a benefit that far outweighs the material’s production footprint.
Long Service Life: Excellent durability means components don’t require premature replacement, reducing waste and resource consumption.
Leading material manufacturers are also implementing renewable energy in production facilities and exploring bio-based polycarbonate formulations that could further improve sustainability profiles in future generations.
While flame retardant polycarbonate excels in many areas, understanding how it compares to alternatives provides context for material selection decisions.
Versus Metal Enclosures: While metals offer excellent thermal conductivity and structural strength, they add significant weight, are susceptible to corrosion, and require more complex manufacturing processes. Polycarbonate offers better electrical insulation and design flexibility with lower mass.
Versus Composite Materials: Advanced composites like carbon fiber reinforced polymers provide exceptional strength-to-weight ratios but at substantially higher costs and with more complex processing requirements. For most battery applications, flame retardant polycarbonate offers a better balance of performance and economics.
Versus Standard Engineering Plastics: Materials like ABS or standard nylon lack the flame resistance and high-temperature performance required for critical battery safety applications, making them unsuitable despite lower costs.
Versus Other Flame Retardant Polymers: While materials like flame retardant polyamides or PBT offer good performance, polycarbonate generally provides superior impact resistance and better low-temperature performance—critical factors for automotive applications.
Major automotive manufacturers have embraced flame retardant polycarbonate in their EV battery systems. While specific supplier relationships are often confidential, industry analysis reveals widespread adoption across brands from Tesla and General Motors to European and Asian manufacturers.
Case studies from the field demonstrate the material’s effectiveness. During controlled thermal runaway testing, battery packs incorporating polycarbonate thermal barriers successfully contained thermal events to individual modules, preventing pack-wide failures that could lead to vehicle fires.
Crash testing programs have also validated the material’s performance under extreme mechanical stress, with battery enclosures maintaining structural integrity and protective functions even after severe impact scenarios that would disable the vehicle.
The evolution of flame retardant polycarbonate for EV applications continues with several exciting developments on the horizon:
Enhanced Thermal Conductivity: Researchers are developing formulations with improved thermal conductivity to help dissipate heat more effectively while maintaining flame resistance and electrical insulation.
Smart Materials Integration: Future versions may incorporate temperature-sensing capabilities or self-healing properties that could provide early warning of thermal events or repair minor damage autonomously.
Improved Sustainability: Bio-based polycarbonate formulations using renewable feedstocks are advancing toward commercial viability, potentially reducing carbon footprints significantly.
Multifunctional Designs: Integration of structural, thermal management, and electrical functions into single components will continue, enabled by advanced molding technologies and material formulations.
As electric vehicles become mainstream transportation, the materials protecting their battery systems must meet unprecedented demands. Flame retardant polycarbonate has emerged as the ideal solution, offering a unique combination of fire safety, mechanical performance, thermal stability, and practical manufacturability that few alternatives can match.
Its ability to resist ignition, self-extinguish, withstand impacts, and maintain properties across wide temperature ranges makes it indispensable for protecting the heart of modern electric vehicles. As battery energy densities increase and fast-charging becomes standard, the safety margins provided by advanced materials become even more critical.
For automotive engineers, material scientists, and manufacturers committed to producing the safest possible electric vehicles, flame retardant polycarbonate isn’t just an option—it’s becoming the standard. As technology advances and sustainability requirements evolve, this versatile material will continue adapting to meet the challenges of next-generation electric mobility.
The road to widespread EV adoption depends not just on battery capacity and charging infrastructure, but on public confidence in vehicle safety. Flame retardant polycarbonate plays a vital role in building that confidence, one protected battery pack at a time.

Table of Contents
Electric vehicles represent one of the most significant technological shifts in automotive history, but beneath their sleek exteriors lies a complex challenge that could make or break the industry’s future: electrical insulation. The high-voltage battery systems powering modern EVs operate at energy levels that would have seemed impossible in consumer vehicles just decades ago, creating unprecedented demands for materials that can safely contain and manage electrical current.
A single mistake in electrical insulation can lead to catastrophic failures—from short circuits and thermal runaway to vehicle fires and passenger injury. Yet many consumers and even some industry observers don’t fully appreciate why specialized insulation materials are absolutely non-negotiable in EV battery design. The answer involves a fascinating intersection of electrical engineering, materials science, safety requirements, and environmental challenges that push conventional insulation materials far beyond their limits.
This comprehensive guide explores the critical role of specialized electrical insulation in EV battery modules, revealing why generic solutions simply won’t work and what makes modern insulation systems the unsung heroes of electric mobility.
To understand why specialized insulation is essential, we first need to appreciate the extraordinary electrical environment inside an EV battery pack. These systems operate at voltage levels between 400V and 800V in most modern vehicles, with some next-generation platforms pushing toward 1000V to enable faster charging and improved efficiency.
For context, this is 3-6 times the voltage of a standard household outlet and hundreds of times higher than the 12V systems in conventional vehicles. At these voltages, electricity behaves very differently than in low-voltage applications. The electrical field strength can ionize air gaps, create corona discharge, and punch through materials that would be perfectly adequate insulators at lower voltages.
Beyond voltage, modern EV battery packs can discharge hundreds of amperes during acceleration or rapid charging. A high-performance electric vehicle might draw 300-500 amperes during hard acceleration, with some performance models exceeding 1000 amperes. The combination of high voltage and high current creates power levels exceeding 300 kilowatts—equivalent to the electrical consumption of dozens of homes simultaneously.
This enormous power density is concentrated in a relatively small space, creating intense electrical fields that stress insulation materials in ways that traditional automotive applications never encountered. Even microscopic defects in insulation can become catastrophic failure points under these conditions.
Perhaps the most demanding aspect of EV battery insulation is that it must perform flawlessly while subjected to significant thermal stress. Battery modules generate substantial heat during operation, with cell temperatures commonly reaching 40-60°C during normal driving and potentially exceeding 80°C during fast charging or sustained high-power operation.
Most insulating materials experience degradation in their electrical properties as temperature increases. Insulation resistance drops, dielectric strength decreases, and leakage currents increase. For EV applications, insulation must maintain excellent electrical performance across a temperature range from -40°C in winter conditions to 100°C or higher in thermal stress scenarios.
This creates a materials science challenge: finding or developing materials that simultaneously offer outstanding electrical insulation properties, thermal stability, mechanical durability, and long-term reliability under constantly cycling conditions.
Specialized electrical insulation in EV battery modules serves multiple interconnected functions, each essential to safe and reliable operation.
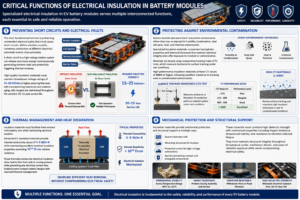
The most fundamental function is preventing unintended electrical paths that could cause short circuits. Within a battery module, numerous conductors at different electrical potentials exist in close proximity—positive and negative terminals, busbars, cell interconnections, and monitoring circuits.
A short circuit in a high-voltage battery system can release enormous energy instantaneously, generating extreme heat and potentially triggering thermal runaway. Specialized insulation materials create reliable barriers that prevent electrical contact between components even when subjected to vibration, thermal expansion, mechanical stress, and long-term aging.
High-quality insulation materials must maintain breakdown voltage ratings of 15-25 kV/mm or higher, ensuring that even with manufacturing tolerances and material aging, safe margins against electrical failure are maintained throughout the vehicle’s 10-15 year service life.
Battery modules operate in harsh automotive environments where they may be exposed to humidity, condensation, road salt spray, dust, and various chemical contaminants. Water and conductive contaminants can create electrical paths across insulation surfaces, dramatically reducing insulation resistance and creating shock hazards or system failures.
Specialized insulation materials for EV applications incorporate hydrophobic properties and chemical resistance that maintain electrical integrity even after exposure to moisture or contamination. Surface tracking resistance—the ability to resist formation of conductive paths on the material surface—is particularly critical for components that may be exposed to condensation or spray.
Materials are tested using comparative tracking index (CTI) tests, which measure resistance to surface tracking under wet conditions. High-performance insulation materials achieve CTI values of 600V or higher, indicating excellent resistance to tracking even in contaminated environments.
While electrical insulation by definition limits electrical current flow, thermal management requirements create an interesting paradox: in some applications, insulation materials must also facilitate heat removal from battery cells while maintaining electrical isolation.
This has driven development of specialized insulation materials with engineered thermal conductivity. While traditional electrical insulators are often thermal insulators as well, advanced EV insulation materials can provide thermal conductivity values of 1-5 W/m·K while maintaining excellent electrical insulation properties exceeding 10^14 Ω·cm volume resistivity.
These thermally conductive electrical insulators allow heat to flow from cells to cooling systems while preventing any electrical current flow, enabling more compact battery designs with improved thermal management.
Electrical insulation in battery modules isn’t just about electrical properties—these materials must also provide mechanical protection and structural support. Insulation components may serve as spacers between cells, mounting structures for busbars, protective covers for high-voltage connections, or barriers that prevent physical contact with energized components.
This multifunctional requirement means insulation materials must combine high dielectric strength with mechanical properties including impact resistance, dimensional stability, and resistance to vibration-induced fatigue. The materials must maintain their structural integrity throughout temperature cycles, mechanical shock events, and years of vibration exposure while never compromising electrical safety.

The demanding requirements of EV battery applications have driven development of numerous specialized insulation material categories, each optimized for specific applications within the battery system.
High-performance thermoplastics represent a major category of specialized insulation materials for battery modules. Materials such as polyetherimide (PEI), polyphenylene sulfide (PPS), liquid crystal polymers (LCP), and specialized polyamide formulations offer excellent electrical properties combined with high-temperature performance.
These engineering polymers typically provide dielectric strength exceeding 20 kV/mm, volume resistivity above 10^15 Ω·cm, and continuous use temperatures of 150-200°C. They can be injection molded into complex geometries, allowing integration of multiple functions—electrical insulation, structural support, and alignment features—into single components.
The chemical structure of these polymers provides inherent electrical insulation properties that remain stable over time, unlike some materials that may degrade through oxidation or chemical reactions. Their low moisture absorption characteristics ensure electrical properties remain consistent even in humid environments.
For applications requiring both electrical insulation and enhanced thermal conductivity, ceramic-filled polymer composites have become increasingly important. These materials incorporate thermally conductive ceramic particles—typically aluminum oxide, boron nitride, or aluminum nitride—into a polymer matrix.
The ceramic fillers create thermal conduction paths through the material while the polymer matrix maintains electrical insulation. Properly formulated composites can achieve thermal conductivity values 10-20 times higher than unfilled polymers while maintaining dielectric strength above 15 kV/mm and volume resistivity exceeding 10^13 Ω·cm.
These materials are particularly valuable for cell-to-cell insulation applications where thermal management is critical. By facilitating heat removal while preventing electrical contact, they enable higher energy density battery designs with improved safety characteristics.
Thin-film insulation materials serve critical roles in battery modules, particularly for separating cells, insulating busbars, and creating barriers between electrical components. Materials including polyimide films, polyethylene terephthalate (PET), and specialized fluoropolymer films offer exceptional electrical properties in thicknesses ranging from 25 to 500 micrometers.
Polyimide films, such as Kapton, are particularly valued for high-temperature applications, maintaining electrical insulation properties at temperatures exceeding 200°C. These materials offer dielectric strength above 200 V/micrometer and can withstand thermal cycling without degradation.
The thin-film format allows these materials to provide electrical insulation with minimal impact on thermal management or space utilization—critical factors in achieving high energy density battery designs. Many films incorporate adhesive layers for easy assembly, reducing manufacturing complexity while ensuring reliable electrical isolation.
For comprehensive protection of electrical connections and sensitive electronic components within battery modules, specialized potting and encapsulation compounds provide three-dimensional insulation barriers. These materials—typically polyurethane, epoxy, or silicone-based formulations—are applied in liquid form and cure to create seamless insulation coverage.
Potting compounds for EV applications must offer excellent electrical insulation properties, thermal stability, resistance to thermal cycling, and compatibility with battery materials including electrolytes. High-quality formulations achieve dielectric strength of 15-20 kV/mm, maintain flexibility across wide temperature ranges to accommodate differential thermal expansion, and resist degradation from moisture and chemical exposure.
Silicone-based compounds are particularly valued for their thermal stability and flexibility, maintaining properties from -60°C to +200°C. They also offer excellent long-term aging characteristics, ensuring electrical protection throughout the vehicle’s service life.
For the most demanding high-voltage applications within battery systems—particularly for busbars, high-current connections, and voltage monitoring points—ceramic and glass insulators provide unmatched electrical performance. These materials offer dielectric strength exceeding 30 kV/mm, zero moisture absorption, and absolute stability across extreme temperature ranges.
Alumina ceramics and specialty glasses are commonly used for feedthrough insulators, busbar supports, and high-voltage terminal insulation. While more expensive and less design-flexible than polymeric materials, their superior electrical properties and complete immunity to chemical degradation make them ideal for critical high-voltage components where no compromise on safety is acceptable.
Understanding why specialized materials are essential requires examining why conventional insulation materials—perfectly adequate for other applications—fail in EV battery environments.
Many industrial electrical insulation materials are designed for voltages up to 600V, which seems adequate for a 400V battery system. However, electrical insulation engineering requires substantial safety margins. Insulation must reliably prevent breakdown at voltages several times higher than normal operating voltage to account for transient overvoltages, partial discharge effects, and aging-related degradation.
Generic insulation materials may not provide adequate dielectric strength margins when accounting for the thin sections required by space constraints, the elevated temperatures during operation, and 10-15 years of aging. Specialized EV materials are engineered specifically to provide appropriate safety margins under these conditions.
Standard electrical insulation materials often have maximum continuous use temperatures of 90-105°C, which seems adequate for batteries operating at 40-60°C. However, localized hot spots, thermal transients during fast charging, and worst-case operating conditions can push temperatures significantly higher.
Additionally, many materials experience dramatic reductions in electrical properties near their maximum temperature ratings. An insulation material rated for 105°C might lose 50% of its dielectric strength at 100°C—an unsafe margin for a critical safety component. Specialized high-temperature insulation materials maintain stable electrical properties throughout their temperature range, providing consistent protection under all operating conditions.
Battery modules contain various chemicals that can attack insulation materials over time. Electrolytes from lithium-ion cells, even in small quantities from normal off-gassing, can degrade many polymers. Cooling fluids, adhesives, and other materials used in battery assembly may also interact with insulation materials.
Generic insulation materials have not been tested for compatibility with these battery-specific chemicals. Specialized EV insulation materials undergo extensive compatibility testing to ensure long-term stability when exposed to battery environments, preventing degradation that could compromise electrical safety over time.
Automotive environments subject materials to constant vibration, thermal cycling between temperature extremes, and potential impact events. Generic insulation materials may become brittle at low temperatures, soften excessively at high temperatures, or develop fatigue cracks from vibration.
Specialized automotive insulation materials are formulated to maintain mechanical integrity across the full automotive temperature range (-40°C to 125°C or higher) and to withstand millions of vibration cycles. This ensures electrical insulation barriers remain physically intact throughout the vehicle’s life, preventing mechanical failures that could create electrical hazards.
The stringent requirements for EV battery insulation have driven development of comprehensive testing protocols that far exceed standard electrical insulation testing.
Dielectric breakdown testing determines the maximum voltage an insulation material can withstand before electrical breakdown occurs. For EV applications, materials are tested at multiple thicknesses and temperatures to establish safe working voltages with appropriate safety factors.
Testing typically applies increasing voltage until breakdown occurs, with requirements that materials maintain breakdown voltage at least 3-5 times higher than maximum operating voltage. Testing is performed at room temperature, at maximum operating temperature, and after accelerated aging to ensure safety margins remain adequate throughout the product lifecycle.
Long-term insulation resistance testing verifies that materials maintain high resistance to electrical leakage over extended periods. Test protocols subject materials to rated voltage at elevated temperatures (often 85°C or higher) and high humidity conditions (85-95% RH) for 1000-2000 hours, measuring insulation resistance throughout.
High-quality materials maintain insulation resistance above 10^12 Ω throughout testing, ensuring minimal leakage current that could create safety hazards or energy losses. Materials showing significant resistance degradation during testing are rejected for safety-critical applications.
Battery insulation materials must maintain electrical properties after repeated thermal cycling and mechanical stress. Test protocols cycle materials between temperature extremes (typically -40°C to 125°C) for hundreds of cycles, then measure electrical properties to detect any degradation.
Similarly, vibration testing subjects materials to accelerated vibration profiles representing years of vehicle operation. Materials must maintain structural integrity and electrical properties, with no crack formation, delamination, or mechanical failure that could compromise insulation effectiveness.
Safety requirements mandate that insulation materials resist ignition and limit flame propagation. Testing according to UL 94 standards, automotive flammability standards (FMVSS 302), and industry-specific protocols ensures materials will not contribute to fire hazards.
High-performance insulation materials achieve UL 94 V-0 ratings, meaning they self-extinguish within seconds after flame removal and produce no flaming drips. This fire resistance is critical for preventing insulation materials from contributing to thermal events if cell failures occur.
Long-term chemical exposure testing validates that insulation materials maintain properties after exposure to battery electrolytes, coolants, and other chemicals present in battery systems. Materials are immersed in relevant chemicals at elevated temperatures for extended periods, then tested for electrical and mechanical property changes.
Accelerated aging studies expose materials to elevated temperatures and humidity for thousands of hours to simulate 10-15 years of field exposure. Only materials showing minimal property degradation through these aggressive aging protocols are approved for production use.
The critical safety role of battery insulation has driven development of numerous regulatory standards and industry guidelines that specify minimum performance requirements.
ISO 26262, the functional safety standard for automotive electrical and electronic systems, requires systematic hazard analysis and risk reduction for high-voltage systems. Insulation materials must be selected and validated as part of this process, with documented evidence that they provide adequate safety margins against electrical hazards.
The standard requires consideration of random hardware failures, systematic failures, and external influences that could compromise insulation effectiveness. Material selection must be justified based on comprehensive testing data and field experience.
IEC 60664 and related standards specify minimum clearances and creepage distances for insulation systems based on voltage levels and pollution conditions. For 400-800V battery systems operating in automotive pollution environments, these standards mandate specific minimum spacing between conductors and comprehensive insulation barriers.
Specialized insulation materials enable compliance with these requirements while minimizing space consumption and mass—critical factors for achieving competitive vehicle range and performance.
UN ECE R100 (Europe) and related regulations worldwide specify comprehensive safety requirements for EV battery systems, including electrical isolation requirements. These regulations mandate minimum insulation resistance values (typically 100Ω per volt of system voltage) and require that isolation be maintained even after crash scenarios, water immersion, and other hazards.
Compliance requires not only proper insulation material selection but also comprehensive system design that accounts for all potential failure modes and degradation mechanisms.
As EV technology advances toward higher voltages, faster charging, and greater energy densities, insulation requirements continue to evolve, driving development of next-generation materials and systems.
The industry’s move toward 800V and 1000V battery systems creates new challenges for insulation materials. At these voltage levels, partial discharge and corona effects become significant concerns, requiring materials with enhanced dielectric properties and improved resistance to partial discharge degradation.
Research is advancing materials with nanostructured interfaces that resist partial discharge inception and propagation, potentially enabling safe operation at voltage levels previously considered impractical for automotive applications.
Emerging technologies incorporate sensors within insulation systems to monitor electrical properties in real-time. Embedded sensors can detect insulation resistance degradation, moisture ingress, or temperature anomalies before they create safety hazards.
These smart insulation systems enable predictive maintenance strategies, allowing early intervention before insulation failures occur. They also provide valuable data for improving future designs by revealing actual field conditions and degradation patterns.
Environmental concerns are driving development of high-performance insulation materials from renewable resources. Bio-based polymers and natural fiber-reinforced composites are being engineered to match or exceed the electrical and thermal performance of conventional materials while reducing environmental impact.
While technical challenges remain—particularly regarding long-term stability and moisture resistance—progress in bio-material chemistry is gradually making sustainable alternatives viable for increasingly demanding applications within battery systems.
Future insulation materials will increasingly integrate multiple functions beyond electrical isolation. Development focus includes materials that simultaneously provide electrical insulation, thermal management, structural support, electromagnetic shielding, and even energy storage capacity.
Polymer nanocomposites with engineered electrical, thermal, and mechanical properties enable this multifunctional approach, potentially reducing overall system mass and volume while improving performance and safety.
The selection and implementation of specialized insulation materials involves significant economic considerations that influence battery system design and manufacturing processes.
Specialized high-performance insulation materials typically cost 2-10 times more than standard electrical insulation materials. However, this cost premium must be evaluated in context of the overall battery system value and the critical safety functions these materials provide.
For a $15,000-30,000 battery pack, insulation materials might represent only 0.5-2% of total cost, making the premium for high-performance materials economically justifiable given their critical safety role. Cost reduction efforts focus on design optimization to minimize material consumption rather than substituting lower-performance materials.
Specialized insulation materials must be compatible with high-volume automotive manufacturing processes. This drives material development toward solutions that enable automated assembly, rapid cycle times, and minimal secondary operations.
Materials that can be injection molded, thermoformed, or applied through automated dispensing systems reduce assembly costs and improve quality consistency. Manufacturing considerations increasingly influence material selection alongside purely technical performance criteria.
The critical safety role of insulation materials requires rigorous supply chain management and quality control. Automotive manufacturers implement comprehensive supplier qualification processes, incoming material testing, and statistical process control to ensure consistent material quality.
Material traceability through batch coding and documentation enables rapid response if quality issues are detected, limiting exposure from potentially defective materials. These quality systems add cost but are essential for managing the safety risks associated with high-voltage battery systems.
Specialized electrical insulation in EV battery modules represents far more than a technical specification—it’s a fundamental safety requirement that enables electric vehicles to safely harness unprecedented power levels in consumer applications. The unique combination of high voltage, high current, elevated temperatures, harsh environments, and long-term reliability requirements creates demands that push insulation materials to their performance limits.
Generic insulation solutions that work perfectly well in other applications simply cannot meet these requirements. The specialized materials and systems developed for EV battery applications represent significant engineering achievements, incorporating advanced materials science, comprehensive testing validation, and rigorous quality management to ensure electrical safety throughout the vehicle’s lifetime.
As the electric vehicle industry continues its rapid growth and technical evolution, insulation technology will remain a critical enabling factor. The ongoing development of higher-performance materials, smarter monitoring systems, and more sustainable solutions will help realize the full potential of electric mobility while maintaining the uncompromising safety that consumers rightfully expect.
For engineers, manufacturers, and industry stakeholders, understanding the critical importance of specialized electrical insulation provides essential context for making informed decisions about battery system design, material selection, and safety validation. In the high-stakes world of electric vehicle development, there’s simply no room for compromise on insulation performance—the consequences of failure are too severe, and the specialized solutions available too effective, to accept anything less than the best.
The next time you drive or ride in an electric vehicle, remember that invisible barriers of advanced insulation materials are working tirelessly to contain and manage electrical energy levels that would have been unimaginable in consumer vehicles just years ago. These unsung heroes of electric mobility make the revolution possible, one electron at a time.
Table of Contents
When a lithium-ion battery enters thermal runaway, internal temperatures can spike to over 800°C in seconds. In EV battery packs housing hundreds of cells in compact configurations, a single failing cell can cascade through the entire pack—unless proper flame barriers are in place. For procurement managers and R&D engineers specifying insulation materials for electric vehicles, consumer electronics, and high-voltage applications, understanding the UL94 V-0 rating isn’t just technical due diligence—it’s a critical safety requirement that can mean the difference between a contained incident and a catastrophic failure.
This comprehensive guide explains what UL94 V-0 means, how flame retardant polycarbonate films are tested to achieve this rating, and why this certification matters for your most demanding applications. You’ll learn the specific testing criteria, see how V-0 compares to other ratings, and discover how to source certified materials with the precision manufacturing capabilities your designs require.
The UL94 V-0 rating represents the highest level of flame retardancy for materials under 13mm thickness, as defined by Underwriters Laboratories Standard 94 for flammability testing of plastic materials. In the UL94 classification hierarchy—which progresses from HB (horizontal burning) through V-2, V-1, V-0, and up to 5VA/5VB for thicker materials—V-0 stands as the most stringent specification commonly used for thin films and components.
The “V” designation indicates vertical burning orientation during testing, while “0” signifies the most rigorous performance criteria in this category. For a material to achieve UL94 V-0 certification, it must meet these specific requirements:
This rating is critical because it quantifies how quickly a flame retardant PC film will self-extinguish when an ignition source is removed. In testing over 10,000 battery insulation samples across our 22 years of operations, we’ve seen firsthand why engineers specify V-0 for high-risk applications: those extra seconds of flame resistance directly translate to prevention of thermal propagation between adjacent components.
When should you specify UL94 V-0 over V-1? The answer lies in consequence analysis. For applications where any flame propagation could result in catastrophic failure—such as EV battery cell-to-cell barriers, high-voltage inverter insulation, or battery-to-display separation in consumer electronics—V-0 is the appropriate standard. V-1 may suffice for lower-risk applications where the 30-second individual flame time still provides adequate protection.
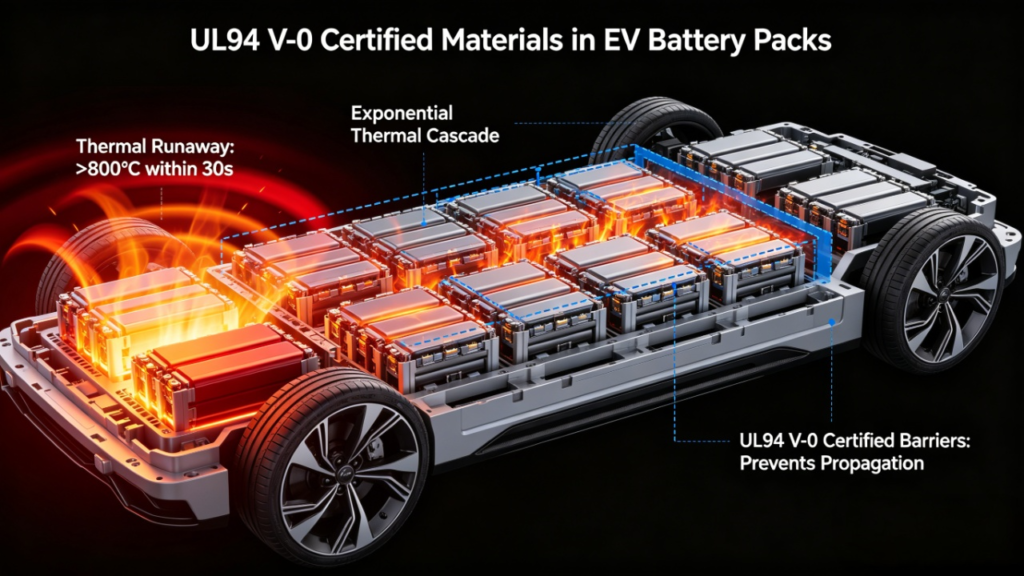
UL94 V-0 testing begins with precise specimen preparation according to ASTM D635 and IEC 60695-11-10 standards. Test specimens must measure 125mm in length by 13mm in width, with thickness matching the final application (typically 0.075mm to 3.2mm for polycarbonate films).
Before testing, specimens undergo mandatory conditioning for 48 hours at 23°C ± 2°C and 50% relative humidity. This conditioning is critical because material moisture content significantly affects burning characteristics—dried-out specimens may burn faster, while excessive moisture can skew results toward better performance than real-world conditions would show. This is why material test reports must specify conditioning parameters to ensure repeatability.
The vertical burning test follows a standardized protocol that simulates realistic ignition scenarios:
Five specimens are tested, and all must meet the V-0 criteria for the material to receive certification. A single specimen exceeding 10 seconds of individual flaming time results in automatic failure of V-0 classification—demonstrating just how rigorous this standard is.
| Rating | Individual Flame Time | Total Flame Time (5 specimens) | Flaming Drips Allowed | Cotton Ignition Allowed |
|---|---|---|---|---|
| V-0 | ≤10 seconds | ≤50 seconds | NOT allowed | NOT allowed |
| V-1 | ≤30 seconds | ≤250 seconds | NOT allowed | NOT allowed |
| V-2 | ≤30 seconds | ≤250 seconds | ALLOWED | ALLOWED |
The difference between V-1 and V-0 may appear minor on paper—just 20 seconds of individual flaming time—but in EV battery applications where thermal runaway propagates at 2-5 cells per second, those 20 seconds represent 40-100 additional cells at risk. In a 96-cell battery pack configuration with cylindrical cells spaced at 2-3mm intervals, V-0 rated flame retardant PC film barriers provide the critical time needed for battery management systems to isolate affected modules and for thermal management systems to activate cooling protocols.
The distinction between V-1 and V-2 is equally important: V-2 materials can produce flaming drips that ignite the cotton indicator below. In applications where sensitive electronics or additional flammable materials exist beneath the insulation layer, V-2 is entirely inadequate regardless of the base flaming time performance.
Electric vehicle battery packs represent one of the most demanding applications for UL94 V-0 certified materials. When a single lithium-ion cell enters thermal runaway, internal temperatures can exceed 800°C within 30 seconds. Without proper cell-to-cell barriers, this thermal cascade propagates through adjacent cells exponentially.
In high-voltage battery systems operating at 400V to 800V, flame retardant PC films serve dual critical functions: thermal barriers to prevent flame propagation and electrical insulation to maintain voltage isolation between cells and the vehicle chassis. Our 0.188mm V-0 rated polycarbonate films create barriers between cylindrical cells with only 2mm spacing, providing both flame resistance and dielectric strength of 40-70 kV/mm—sufficient for 800V EV systems with a 10x safety factor.
The consequence of inadequate flame barriers is severe. A 2022 industry analysis found that thermal runaway events in batteries without proper V-0 insulation resulted in complete pack failure in 78% of cases, compared to 12% when V-0 barriers successfully contained the initial cell failure. The cost differential is stark: a $0.35 V-0 PC film component versus a $15,000-25,000 battery pack replacement.
Consumer electronics face stringent safety requirements under IEC 62368-1 and similar international standards. High-density PCB layouts with components operating at elevated temperatures require flame retardant barriers to prevent cascading failures. Battery-to-display separation in smartphones and tablets particularly demands V-0 rated materials, where any flame propagation could result in user injury.
Die-cut V-0 polycarbonate films with ±0.05mm tolerance enable precise component alignment in compact device assemblies. This precision is critical because modern electronics have evolved to incredibly tight tolerances—a 0.1mm misalignment in a smartphone battery insulator can create pressure points that compromise both the insulation function and the battery cell itself.
Beyond safety, there’s significant financial motivation. Product recalls due to inadequate flame barriers average $2-5 million in direct costs, not including brand damage and lost market share. Compare this to the $0.20-0.50 cost per V-0 PC film component in volume production, and the value proposition becomes clear.
Engineers don’t select materials based solely on flame rating—successful designs require understanding the complete property profile of UL94 V-0 polycarbonate films and how these properties interact in real-world applications.
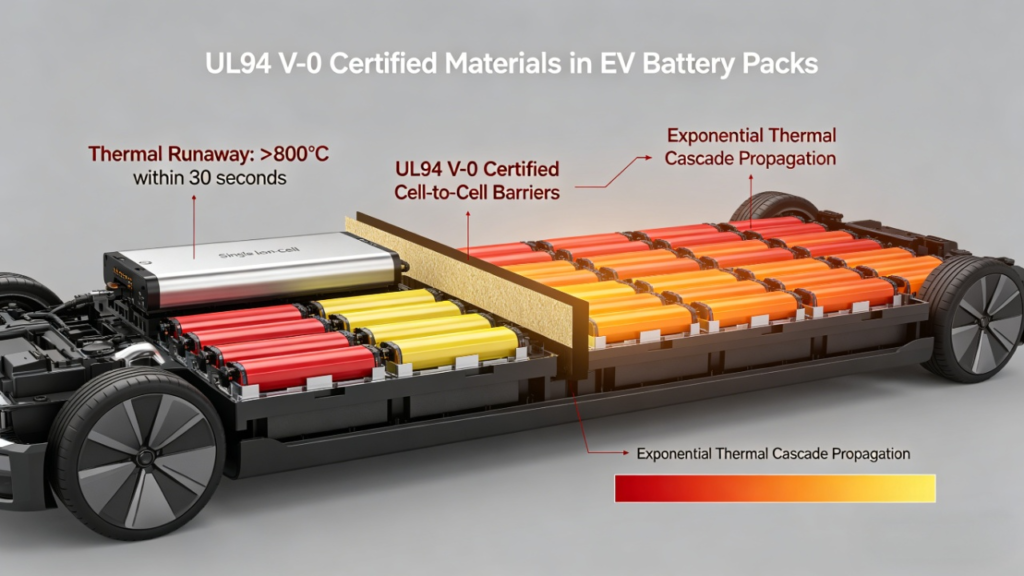
Dielectric strength of 40-70 kV/mm means these flame retardant PC films can withstand extreme electrical stress. This is sufficient for 800V EV battery systems with a 10x safety factor, ensuring that even if mechanical compression reduces effective thickness by 30%, voltage isolation remains intact.
Volume resistivity exceeding 10¹⁶ Ω·cm prevents leakage current pathways that could lead to gradual discharge or localized heating. The dielectric constant of 2.9-3.1 at 1 MHz ensures minimal impact on high-frequency signals in applications where the V-0 film must coexist with EMI shielding or RF components.
Continuous use temperature ratings up to 130°C ensure that V-0 polycarbonate films maintain their flame retardant properties even in elevated temperature environments—critical for battery packs that routinely operate at 40-60°C and experience thermal excursions during fast charging.
The glass transition temperature of 145-150°C provides a safety margin above normal operating conditions while still allowing for thermoforming processes during manufacturing. Tensile strength of 60-75 MPa maintains dimensional stability during battery pack compression and thermal cycling, preventing the formation of gaps or wrinkles that could compromise the insulation barrier.
These complementary properties matter because they ensure V-0 flame retardancy isn’t achieved at the expense of other critical performance characteristics. A material that self-extinguishes but cracks under compression or loses dielectric strength at operating temperature hasn’t solved the engineering challenge—it’s simply shifted the failure mode.
BOP supplies UL94 V-0 certified polycarbonate films across thickness ranges from 0.075mm to 1.0mm, with full traceability and documented test reports for every production lot. Our materials maintain compliance with ISO 9001:2015 quality management standards, RoHS restrictions on hazardous substances, and REACH regulations for chemical safety.
Every material shipment includes UL Yellow Card certification verification, ensuring that the V-0 rating applies specifically to the thickness you’re purchasing—a critical detail, since UL94 ratings can change with material thickness. We provide complete material test reports including CTI (Comparative Tracking Index), dielectric breakdown voltage, and flammability test results, giving your team the documentation needed for design validation and regulatory submissions.
Achieving UL94 V-0 certification is only the starting point—transforming certified films into functional components requires manufacturing precision that maintains material integrity. BOP’s ±0.05mm die-cutting tolerance is critical for battery cell spacing precision, where a 0.1mm deviation in a cell barrier can create uneven compression and potential failure points.
Our ISO Class 8 cleanroom production environment prevents particulate contamination that could compromise dielectric strength or create localized hotspots. We support complex geometries through CNC machining, rotary die cutting, and laser cutting processes, each optimized for different production volumes and feature requirements. For prototyping, our 48-hour rapid sampling service allows engineers to validate designs with production-representative parts before committing to tooling.
Unlike material distributors who simply sell certified films, BOP acts as your development partner—optimizing material selection, design efficiency, and manufacturing scalability. Our application engineering team has supported development of EV battery insulation systems for over 500 electric vehicle programs, consumer electronics for leading smartphone manufacturers, and industrial equipment operating in extreme environments.
This experience translates to practical guidance: recommending when to use 0.175mm versus 0.250mm thickness based on your specific compression requirements, identifying where adhesive-backed versions can simplify assembly, and optimizing part geometry to reduce material waste while maintaining performance. From initial concept through high-volume production scaling, we provide the technical partnership that accelerates time-to-market.
When sourcing flame retardant PC films for critical applications, follow this verification process to ensure you’re getting materials that truly meet your requirements:
This systematic approach helps avoid common pitfalls: receiving V-1 rated material mislabeled as V-0, discovering that certification doesn’t cover your thickness requirement, or finding that manufacturing tolerances are inadequate for your application after tooling investment.
The UL94 V-0 rating represents the highest standard for flame retardant performance in materials under 13mm thickness, with specific requirements of ≤10 second individual flaming time, no flaming drips, and ≤30 second afterglow. For EV battery systems, consumer electronics, and high-voltage applications where flame propagation could result in catastrophic failure, V-0 certification is non-negotiable.
But certification alone isn’t sufficient—successful implementation requires both certified materials AND precision manufacturing capabilities that maintain material integrity while achieving the tight tolerances modern designs demand. This is where material science expertise, documented quality processes, and application engineering support become differentiators.
Quick Start: Upload your design file (DXF, DWG, or PDF format) and receive precision-cut samples in 48 hours. Our engineering team will review your design for material optimization opportunities and manufacturing considerations.
Expert Consultation: Speak with a material specialist about your specific requirements. Whether you’re designing a new EV battery pack, developing next-generation consumer electronics, or solving a challenging insulation problem, our 22 years of experience accelerates your development timeline.
Technical Resources: Download our comprehensive UL94 V-0 comparison guide and material data sheets, including detailed property tables, application notes, and design guidelines for flame retardant polycarbonate films.
Join 500+ EV manufacturers and electronics innovators who trust BOP for mission-critical insulation materials—where safety, precision, and reliability aren’t just promises, but documented, certified performance.

Your message sent successfully