Table of Contents
Electric vehicles represent one of the most significant technological shifts in automotive history, but beneath their sleek exteriors lies a complex challenge that could make or break the industry’s future: electrical insulation. The high-voltage battery systems powering modern EVs operate at energy levels that would have seemed impossible in consumer vehicles just decades ago, creating unprecedented demands for materials that can safely contain and manage electrical current.
A single mistake in electrical insulation can lead to catastrophic failures—from short circuits and thermal runaway to vehicle fires and passenger injury. Yet many consumers and even some industry observers don’t fully appreciate why specialized insulation materials are absolutely non-negotiable in EV battery design. The answer involves a fascinating intersection of electrical engineering, materials science, safety requirements, and environmental challenges that push conventional insulation materials far beyond their limits.
This comprehensive guide explores the critical role of specialized electrical insulation in EV battery modules, revealing why generic solutions simply won’t work and what makes modern insulation systems the unsung heroes of electric mobility.
The Unique Electrical Environment Inside EV Battery Packs
To understand why specialized insulation is essential, we first need to appreciate the extraordinary electrical environment inside an EV battery pack. These systems operate at voltage levels between 400V and 800V in most modern vehicles, with some next-generation platforms pushing toward 1000V to enable faster charging and improved efficiency.
For context, this is 3-6 times the voltage of a standard household outlet and hundreds of times higher than the 12V systems in conventional vehicles. At these voltages, electricity behaves very differently than in low-voltage applications. The electrical field strength can ionize air gaps, create corona discharge, and punch through materials that would be perfectly adequate insulators at lower voltages.
Current Capacity and Energy Density
Beyond voltage, modern EV battery packs can discharge hundreds of amperes during acceleration or rapid charging. A high-performance electric vehicle might draw 300-500 amperes during hard acceleration, with some performance models exceeding 1000 amperes. The combination of high voltage and high current creates power levels exceeding 300 kilowatts—equivalent to the electrical consumption of dozens of homes simultaneously.
This enormous power density is concentrated in a relatively small space, creating intense electrical fields that stress insulation materials in ways that traditional automotive applications never encountered. Even microscopic defects in insulation can become catastrophic failure points under these conditions.
The Thermal-Electrical Challenge
Perhaps the most demanding aspect of EV battery insulation is that it must perform flawlessly while subjected to significant thermal stress. Battery modules generate substantial heat during operation, with cell temperatures commonly reaching 40-60°C during normal driving and potentially exceeding 80°C during fast charging or sustained high-power operation.
Most insulating materials experience degradation in their electrical properties as temperature increases. Insulation resistance drops, dielectric strength decreases, and leakage currents increase. For EV applications, insulation must maintain excellent electrical performance across a temperature range from -40°C in winter conditions to 100°C or higher in thermal stress scenarios.
This creates a materials science challenge: finding or developing materials that simultaneously offer outstanding electrical insulation properties, thermal stability, mechanical durability, and long-term reliability under constantly cycling conditions.
Critical Functions of Electrical Insulation in Battery Modules
Specialized electrical insulation in EV battery modules serves multiple interconnected functions, each essential to safe and reliable operation.
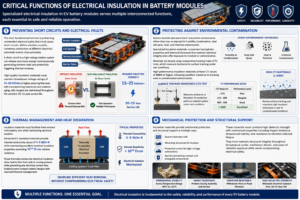
Preventing Short Circuits and Electrical Faults
The most fundamental function is preventing unintended electrical paths that could cause short circuits. Within a battery module, numerous conductors at different electrical potentials exist in close proximity—positive and negative terminals, busbars, cell interconnections, and monitoring circuits.
A short circuit in a high-voltage battery system can release enormous energy instantaneously, generating extreme heat and potentially triggering thermal runaway. Specialized insulation materials create reliable barriers that prevent electrical contact between components even when subjected to vibration, thermal expansion, mechanical stress, and long-term aging.
High-quality insulation materials must maintain breakdown voltage ratings of 15-25 kV/mm or higher, ensuring that even with manufacturing tolerances and material aging, safe margins against electrical failure are maintained throughout the vehicle’s 10-15 year service life.
Protecting Against Environmental Contamination
Battery modules operate in harsh automotive environments where they may be exposed to humidity, condensation, road salt spray, dust, and various chemical contaminants. Water and conductive contaminants can create electrical paths across insulation surfaces, dramatically reducing insulation resistance and creating shock hazards or system failures.
Specialized insulation materials for EV applications incorporate hydrophobic properties and chemical resistance that maintain electrical integrity even after exposure to moisture or contamination. Surface tracking resistance—the ability to resist formation of conductive paths on the material surface—is particularly critical for components that may be exposed to condensation or spray.
Materials are tested using comparative tracking index (CTI) tests, which measure resistance to surface tracking under wet conditions. High-performance insulation materials achieve CTI values of 600V or higher, indicating excellent resistance to tracking even in contaminated environments.
Thermal Management and Heat Dissipation
While electrical insulation by definition limits electrical current flow, thermal management requirements create an interesting paradox: in some applications, insulation materials must also facilitate heat removal from battery cells while maintaining electrical isolation.
This has driven development of specialized insulation materials with engineered thermal conductivity. While traditional electrical insulators are often thermal insulators as well, advanced EV insulation materials can provide thermal conductivity values of 1-5 W/m·K while maintaining excellent electrical insulation properties exceeding 10^14 Ω·cm volume resistivity.
These thermally conductive electrical insulators allow heat to flow from cells to cooling systems while preventing any electrical current flow, enabling more compact battery designs with improved thermal management.
Mechanical Protection and Structural Support
Electrical insulation in battery modules isn’t just about electrical properties—these materials must also provide mechanical protection and structural support. Insulation components may serve as spacers between cells, mounting structures for busbars, protective covers for high-voltage connections, or barriers that prevent physical contact with energized components.
This multifunctional requirement means insulation materials must combine high dielectric strength with mechanical properties including impact resistance, dimensional stability, and resistance to vibration-induced fatigue. The materials must maintain their structural integrity throughout temperature cycles, mechanical shock events, and years of vibration exposure while never compromising electrical safety.

Types of Specialized Insulation Materials for EV Battery Modules
The demanding requirements of EV battery applications have driven development of numerous specialized insulation material categories, each optimized for specific applications within the battery system.
Advanced Engineering Polymers
High-performance thermoplastics represent a major category of specialized insulation materials for battery modules. Materials such as polyetherimide (PEI), polyphenylene sulfide (PPS), liquid crystal polymers (LCP), and specialized polyamide formulations offer excellent electrical properties combined with high-temperature performance.
These engineering polymers typically provide dielectric strength exceeding 20 kV/mm, volume resistivity above 10^15 Ω·cm, and continuous use temperatures of 150-200°C. They can be injection molded into complex geometries, allowing integration of multiple functions—electrical insulation, structural support, and alignment features—into single components.
The chemical structure of these polymers provides inherent electrical insulation properties that remain stable over time, unlike some materials that may degrade through oxidation or chemical reactions. Their low moisture absorption characteristics ensure electrical properties remain consistent even in humid environments.
Ceramic-Filled Composites
For applications requiring both electrical insulation and enhanced thermal conductivity, ceramic-filled polymer composites have become increasingly important. These materials incorporate thermally conductive ceramic particles—typically aluminum oxide, boron nitride, or aluminum nitride—into a polymer matrix.
The ceramic fillers create thermal conduction paths through the material while the polymer matrix maintains electrical insulation. Properly formulated composites can achieve thermal conductivity values 10-20 times higher than unfilled polymers while maintaining dielectric strength above 15 kV/mm and volume resistivity exceeding 10^13 Ω·cm.
These materials are particularly valuable for cell-to-cell insulation applications where thermal management is critical. By facilitating heat removal while preventing electrical contact, they enable higher energy density battery designs with improved safety characteristics.
Specialized Insulation Films and Sheets
Thin-film insulation materials serve critical roles in battery modules, particularly for separating cells, insulating busbars, and creating barriers between electrical components. Materials including polyimide films, polyethylene terephthalate (PET), and specialized fluoropolymer films offer exceptional electrical properties in thicknesses ranging from 25 to 500 micrometers.
Polyimide films, such as Kapton, are particularly valued for high-temperature applications, maintaining electrical insulation properties at temperatures exceeding 200°C. These materials offer dielectric strength above 200 V/micrometer and can withstand thermal cycling without degradation.
The thin-film format allows these materials to provide electrical insulation with minimal impact on thermal management or space utilization—critical factors in achieving high energy density battery designs. Many films incorporate adhesive layers for easy assembly, reducing manufacturing complexity while ensuring reliable electrical isolation.
Potting and Encapsulation Compounds
For comprehensive protection of electrical connections and sensitive electronic components within battery modules, specialized potting and encapsulation compounds provide three-dimensional insulation barriers. These materials—typically polyurethane, epoxy, or silicone-based formulations—are applied in liquid form and cure to create seamless insulation coverage.
Potting compounds for EV applications must offer excellent electrical insulation properties, thermal stability, resistance to thermal cycling, and compatibility with battery materials including electrolytes. High-quality formulations achieve dielectric strength of 15-20 kV/mm, maintain flexibility across wide temperature ranges to accommodate differential thermal expansion, and resist degradation from moisture and chemical exposure.
Silicone-based compounds are particularly valued for their thermal stability and flexibility, maintaining properties from -60°C to +200°C. They also offer excellent long-term aging characteristics, ensuring electrical protection throughout the vehicle’s service life.
Ceramic and Glass Insulators
For the most demanding high-voltage applications within battery systems—particularly for busbars, high-current connections, and voltage monitoring points—ceramic and glass insulators provide unmatched electrical performance. These materials offer dielectric strength exceeding 30 kV/mm, zero moisture absorption, and absolute stability across extreme temperature ranges.
Alumina ceramics and specialty glasses are commonly used for feedthrough insulators, busbar supports, and high-voltage terminal insulation. While more expensive and less design-flexible than polymeric materials, their superior electrical properties and complete immunity to chemical degradation make them ideal for critical high-voltage components where no compromise on safety is acceptable.
Why Generic Insulation Materials Are Inadequate
Understanding why specialized materials are essential requires examining why conventional insulation materials—perfectly adequate for other applications—fail in EV battery environments.
Voltage Rating Insufficiency
Many industrial electrical insulation materials are designed for voltages up to 600V, which seems adequate for a 400V battery system. However, electrical insulation engineering requires substantial safety margins. Insulation must reliably prevent breakdown at voltages several times higher than normal operating voltage to account for transient overvoltages, partial discharge effects, and aging-related degradation.
Generic insulation materials may not provide adequate dielectric strength margins when accounting for the thin sections required by space constraints, the elevated temperatures during operation, and 10-15 years of aging. Specialized EV materials are engineered specifically to provide appropriate safety margins under these conditions.
Temperature Performance Limitations
Standard electrical insulation materials often have maximum continuous use temperatures of 90-105°C, which seems adequate for batteries operating at 40-60°C. However, localized hot spots, thermal transients during fast charging, and worst-case operating conditions can push temperatures significantly higher.
Additionally, many materials experience dramatic reductions in electrical properties near their maximum temperature ratings. An insulation material rated for 105°C might lose 50% of its dielectric strength at 100°C—an unsafe margin for a critical safety component. Specialized high-temperature insulation materials maintain stable electrical properties throughout their temperature range, providing consistent protection under all operating conditions.
Chemical Compatibility Issues
Battery modules contain various chemicals that can attack insulation materials over time. Electrolytes from lithium-ion cells, even in small quantities from normal off-gassing, can degrade many polymers. Cooling fluids, adhesives, and other materials used in battery assembly may also interact with insulation materials.
Generic insulation materials have not been tested for compatibility with these battery-specific chemicals. Specialized EV insulation materials undergo extensive compatibility testing to ensure long-term stability when exposed to battery environments, preventing degradation that could compromise electrical safety over time.
Mechanical Durability Requirements
Automotive environments subject materials to constant vibration, thermal cycling between temperature extremes, and potential impact events. Generic insulation materials may become brittle at low temperatures, soften excessively at high temperatures, or develop fatigue cracks from vibration.
Specialized automotive insulation materials are formulated to maintain mechanical integrity across the full automotive temperature range (-40°C to 125°C or higher) and to withstand millions of vibration cycles. This ensures electrical insulation barriers remain physically intact throughout the vehicle’s life, preventing mechanical failures that could create electrical hazards.
Critical Testing and Validation Requirements
The stringent requirements for EV battery insulation have driven development of comprehensive testing protocols that far exceed standard electrical insulation testing.
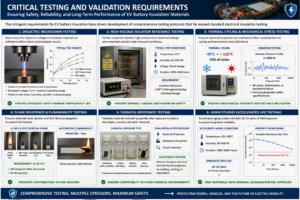
Dielectric Breakdown Testing
Dielectric breakdown testing determines the maximum voltage an insulation material can withstand before electrical breakdown occurs. For EV applications, materials are tested at multiple thicknesses and temperatures to establish safe working voltages with appropriate safety factors.
Testing typically applies increasing voltage until breakdown occurs, with requirements that materials maintain breakdown voltage at least 3-5 times higher than maximum operating voltage. Testing is performed at room temperature, at maximum operating temperature, and after accelerated aging to ensure safety margins remain adequate throughout the product lifecycle.
High-Voltage Isolation Resistance Testing
Long-term insulation resistance testing verifies that materials maintain high resistance to electrical leakage over extended periods. Test protocols subject materials to rated voltage at elevated temperatures (often 85°C or higher) and high humidity conditions (85-95% RH) for 1000-2000 hours, measuring insulation resistance throughout.
High-quality materials maintain insulation resistance above 10^12 Ω throughout testing, ensuring minimal leakage current that could create safety hazards or energy losses. Materials showing significant resistance degradation during testing are rejected for safety-critical applications.
Thermal Cycling and Mechanical Stress Testing
Battery insulation materials must maintain electrical properties after repeated thermal cycling and mechanical stress. Test protocols cycle materials between temperature extremes (typically -40°C to 125°C) for hundreds of cycles, then measure electrical properties to detect any degradation.
Similarly, vibration testing subjects materials to accelerated vibration profiles representing years of vehicle operation. Materials must maintain structural integrity and electrical properties, with no crack formation, delamination, or mechanical failure that could compromise insulation effectiveness.
Flame Resistance and Flammability Testing
Safety requirements mandate that insulation materials resist ignition and limit flame propagation. Testing according to UL 94 standards, automotive flammability standards (FMVSS 302), and industry-specific protocols ensures materials will not contribute to fire hazards.
High-performance insulation materials achieve UL 94 V-0 ratings, meaning they self-extinguish within seconds after flame removal and produce no flaming drips. This fire resistance is critical for preventing insulation materials from contributing to thermal events if cell failures occur.
Chemical Resistance and Aging Studies
Long-term chemical exposure testing validates that insulation materials maintain properties after exposure to battery electrolytes, coolants, and other chemicals present in battery systems. Materials are immersed in relevant chemicals at elevated temperatures for extended periods, then tested for electrical and mechanical property changes.
Accelerated aging studies expose materials to elevated temperatures and humidity for thousands of hours to simulate 10-15 years of field exposure. Only materials showing minimal property degradation through these aggressive aging protocols are approved for production use.
Regulatory Standards and Safety Requirements
The critical safety role of battery insulation has driven development of numerous regulatory standards and industry guidelines that specify minimum performance requirements.
Automotive Functional Safety Standards
ISO 26262, the functional safety standard for automotive electrical and electronic systems, requires systematic hazard analysis and risk reduction for high-voltage systems. Insulation materials must be selected and validated as part of this process, with documented evidence that they provide adequate safety margins against electrical hazards.
The standard requires consideration of random hardware failures, systematic failures, and external influences that could compromise insulation effectiveness. Material selection must be justified based on comprehensive testing data and field experience.
High-Voltage Safety Standards
IEC 60664 and related standards specify minimum clearances and creepage distances for insulation systems based on voltage levels and pollution conditions. For 400-800V battery systems operating in automotive pollution environments, these standards mandate specific minimum spacing between conductors and comprehensive insulation barriers.
Specialized insulation materials enable compliance with these requirements while minimizing space consumption and mass—critical factors for achieving competitive vehicle range and performance.
Battery Safety Regulations
UN ECE R100 (Europe) and related regulations worldwide specify comprehensive safety requirements for EV battery systems, including electrical isolation requirements. These regulations mandate minimum insulation resistance values (typically 100Ω per volt of system voltage) and require that isolation be maintained even after crash scenarios, water immersion, and other hazards.
Compliance requires not only proper insulation material selection but also comprehensive system design that accounts for all potential failure modes and degradation mechanisms.
The Future of EV Battery Insulation Technology
As EV technology advances toward higher voltages, faster charging, and greater energy densities, insulation requirements continue to evolve, driving development of next-generation materials and systems.
Ultra-High-Voltage Insulation Systems
The industry’s move toward 800V and 1000V battery systems creates new challenges for insulation materials. At these voltage levels, partial discharge and corona effects become significant concerns, requiring materials with enhanced dielectric properties and improved resistance to partial discharge degradation.
Research is advancing materials with nanostructured interfaces that resist partial discharge inception and propagation, potentially enabling safe operation at voltage levels previously considered impractical for automotive applications.
Smart Insulation with Self-Monitoring
Emerging technologies incorporate sensors within insulation systems to monitor electrical properties in real-time. Embedded sensors can detect insulation resistance degradation, moisture ingress, or temperature anomalies before they create safety hazards.
These smart insulation systems enable predictive maintenance strategies, allowing early intervention before insulation failures occur. They also provide valuable data for improving future designs by revealing actual field conditions and degradation patterns.
Bio-Based and Sustainable Insulation Materials
Environmental concerns are driving development of high-performance insulation materials from renewable resources. Bio-based polymers and natural fiber-reinforced composites are being engineered to match or exceed the electrical and thermal performance of conventional materials while reducing environmental impact.
While technical challenges remain—particularly regarding long-term stability and moisture resistance—progress in bio-material chemistry is gradually making sustainable alternatives viable for increasingly demanding applications within battery systems.
Multifunctional Insulation Systems
Future insulation materials will increasingly integrate multiple functions beyond electrical isolation. Development focus includes materials that simultaneously provide electrical insulation, thermal management, structural support, electromagnetic shielding, and even energy storage capacity.
Polymer nanocomposites with engineered electrical, thermal, and mechanical properties enable this multifunctional approach, potentially reducing overall system mass and volume while improving performance and safety.
Economic and Manufacturing Considerations
The selection and implementation of specialized insulation materials involves significant economic considerations that influence battery system design and manufacturing processes.
Cost-Performance Tradeoffs
Specialized high-performance insulation materials typically cost 2-10 times more than standard electrical insulation materials. However, this cost premium must be evaluated in context of the overall battery system value and the critical safety functions these materials provide.
For a $15,000-30,000 battery pack, insulation materials might represent only 0.5-2% of total cost, making the premium for high-performance materials economically justifiable given their critical safety role. Cost reduction efforts focus on design optimization to minimize material consumption rather than substituting lower-performance materials.
Manufacturing Process Integration
Specialized insulation materials must be compatible with high-volume automotive manufacturing processes. This drives material development toward solutions that enable automated assembly, rapid cycle times, and minimal secondary operations.
Materials that can be injection molded, thermoformed, or applied through automated dispensing systems reduce assembly costs and improve quality consistency. Manufacturing considerations increasingly influence material selection alongside purely technical performance criteria.
Supply Chain and Quality Management
The critical safety role of insulation materials requires rigorous supply chain management and quality control. Automotive manufacturers implement comprehensive supplier qualification processes, incoming material testing, and statistical process control to ensure consistent material quality.
Material traceability through batch coding and documentation enables rapid response if quality issues are detected, limiting exposure from potentially defective materials. These quality systems add cost but are essential for managing the safety risks associated with high-voltage battery systems.
Conclusion: Non-Negotiable Protection for Critical Safety
Specialized electrical insulation in EV battery modules represents far more than a technical specification—it’s a fundamental safety requirement that enables electric vehicles to safely harness unprecedented power levels in consumer applications. The unique combination of high voltage, high current, elevated temperatures, harsh environments, and long-term reliability requirements creates demands that push insulation materials to their performance limits.
Generic insulation solutions that work perfectly well in other applications simply cannot meet these requirements. The specialized materials and systems developed for EV battery applications represent significant engineering achievements, incorporating advanced materials science, comprehensive testing validation, and rigorous quality management to ensure electrical safety throughout the vehicle’s lifetime.
As the electric vehicle industry continues its rapid growth and technical evolution, insulation technology will remain a critical enabling factor. The ongoing development of higher-performance materials, smarter monitoring systems, and more sustainable solutions will help realize the full potential of electric mobility while maintaining the uncompromising safety that consumers rightfully expect.
For engineers, manufacturers, and industry stakeholders, understanding the critical importance of specialized electrical insulation provides essential context for making informed decisions about battery system design, material selection, and safety validation. In the high-stakes world of electric vehicle development, there’s simply no room for compromise on insulation performance—the consequences of failure are too severe, and the specialized solutions available too effective, to accept anything less than the best.
The next time you drive or ride in an electric vehicle, remember that invisible barriers of advanced insulation materials are working tirelessly to contain and manage electrical energy levels that would have been unimaginable in consumer vehicles just years ago. These unsung heroes of electric mobility make the revolution possible, one electron at a time.